

The golden rule of solubility is that like dissolves like. In other words, polar solvents dissolve polar materials and non-polar solvents dissolve non-polar materials. Polarity results from a separation of charge, so hydrocarbon solvents like hexane are non-polar because the electrons in a carbon-carbon or carbon-hydrogen bond are almost equally shared between the two atoms. In contrast, for a carbon-oxygen or hydrogen-oxygen bond, the oxygen pulls the electrons closer to itself, making the oxygen more negative and the carbon or hydrogen more positive, creating polarity. Polar solvents typically contain oxygen, nitrogen, sulfur, or chlorine atoms. Structures of many types of common solvents are shown below.
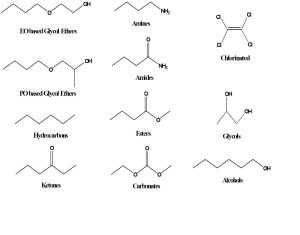 Water is the most common solvent and is sometimes referred to as the universal solvent because many materials are known to dissolve in water to some degree. However, many organic or oily type materials have little or no solubility in water. For that reason, polar organic solvents are added to water-based cleaning formulations to help with removal of oily soils. By far the most widely used polar solvents are the oxygenated solvents such as alcohols, glycol ethers, esters, ethers, and ketones.
Water is the most common solvent and is sometimes referred to as the universal solvent because many materials are known to dissolve in water to some degree. However, many organic or oily type materials have little or no solubility in water. For that reason, polar organic solvents are added to water-based cleaning formulations to help with removal of oily soils. By far the most widely used polar solvents are the oxygenated solvents such as alcohols, glycol ethers, esters, ethers, and ketones.
Polar organic solvents are used in water-based cleaning because of their dual ability to dissolve in water and penetrate oily soil deposits. While short chain alcohols and glycol ethers are polar compared to hydrocarbon solvents, they are far less polar than water. It is this intermediate polarity that makes these materials so useful in cleaning applications. The solvents are polar enough to be completely miscible with the bulk of the water-based cleaning product, yet also non-polar enough to be able to penetrate oily soil deposits. These solvents naturally partition between the soil and the bulk cleaning solution according to the relative solubility and relative volume of these two phases. Given that the volume of cleaning solution is large relative to the volume of soil and only the solvent penetrating the soil acts on the soil, relatively high concentrations of solvent are necessary to provide the desired cleaning benefit. Despite this drawback, solvents are commonly used for their ability to penetrate and swell oily soils and reduce their viscosity. This allows them to effectively wet the surface and break apart soil deposits exposing more surface area on the soil and increasing the efficiency with which the other components of the cleaning solution can act on the oily soil.
Solvents are also included in cleaning products for reasons other than soil removal. Specifically, solvents are often used for their ability to couple together components of a cleaning product which might otherwise be insufficiently soluble to remain in solution. The incorporation of solvents in products of this type prevents the product from becoming hazy and ultimately separating into two layers. Solvents are also used for their ability to modify the viscosity of a cleaning product, making an otherwise very viscous formulation pourable. Finally, solvents are used to enhance the evaporation rate of cleaning products from a surface that has been cleaned. The most common example of this type of use for solvents is glass cleaners, almost all of which contain one or more organic solvents.
Consider a drop of water on a freshly waxed surface. The surface is very hydrophobic and water cannot easily wet or spread over the surface. The water tends to associate with itself rather than the waxy surface, forming a bead on the waxy surface. If surfactant is added to the drop of water, the surfactant would migrate to the surface of the water drop, where the hydrophobic part of the surfactant molecule can easily associate with the waxy surface. Thus, the surface tension is lowered and the water bead begins to spread and wet out more of the waxy surface.
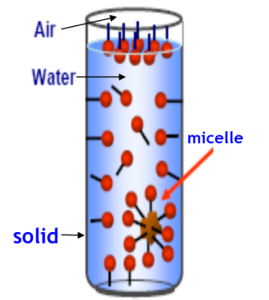 This ability to reduce surface tension is a key measure of surfactant performance. The amount by which surface tension may be reduced is dependent upon several factors including the amount of surfactant which can exist at the water surface, referred to as the packing density. When a low level of surfactant is added to water some of the surfactant will dissolve in the water and most will migrate to the water surface. As more and more surfactant is added to the mixture, the solution and the surfaces both become saturated. When this happens, additional added surfactant forms soluble aggregates with their hydrophilic parts oriented outward, toward the water, and their hydrophobic parts oriented inward, away from the water. These aggregates are called micelles. The concentration at which micelles start to form is called the critical micelle concentration or CMC. The surface tension for a given surfactant is minimized at or above the CMC, meaning no more surfactant can be accommodated at the surface and, thus, no further reduction in surface tension will occur.
This ability to reduce surface tension is a key measure of surfactant performance. The amount by which surface tension may be reduced is dependent upon several factors including the amount of surfactant which can exist at the water surface, referred to as the packing density. When a low level of surfactant is added to water some of the surfactant will dissolve in the water and most will migrate to the water surface. As more and more surfactant is added to the mixture, the solution and the surfaces both become saturated. When this happens, additional added surfactant forms soluble aggregates with their hydrophilic parts oriented outward, toward the water, and their hydrophobic parts oriented inward, away from the water. These aggregates are called micelles. The concentration at which micelles start to form is called the critical micelle concentration or CMC. The surface tension for a given surfactant is minimized at or above the CMC, meaning no more surfactant can be accommodated at the surface and, thus, no further reduction in surface tension will occur.
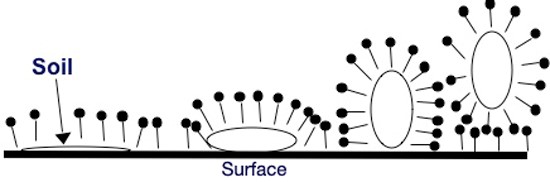
Surfactants work by attaching their hydrophobic portions to an oily soil on the surface. The surfactants then work between the oily soil and the surface, effectively increasing the available surface area for surfactant. This process, which ultimately removes the oily soil deposit from the surface, is known as oily soil roll up and is represented in the figure below. Individual surfactant molecules are represented by the pin shape, where the solid circle represents the hydrophilic head group and the straight line represents the hydrophobic tail group. The oily soil deposit is represented by the open circle.
Surfactants are commonly classified or grouped based on the electrical charge of their hydrophilic head groups. Accordingly, surfactants are classified as anionic (the head group contains a negative charge), cationic (the head group contains a positive charge), nonionic (the head group does not contain a charge), and amphoteric (the head group contains both negative and positive charges depending on the pH). The charge on a surfactant will give it specific properties and functionality.
Anionic surfactants, with an overall negative charge, account for the largest class of surfactants in terms of volume surfactant used. Widely used anionic surfactants include sulfonates, sulfates, ether sulfates and carboxylates. Anionic surfactants are the major surfactant in most hard surface cleaners, including manual dish wash products, all-purpose cleaners, floor cleaners, bathroom tub and tile cleaners, and a whole range of specialty hard surface cleaners. In general, anionic surfactants are high foaming products, although there are exceptions.
Cationic surfactants, especially those with longer hydrophobic tails, tend to be very substantive on surfaces. Because most surfaces carry a negative charge, the positively charged cationic surfactants have a high attraction to the negatively charged surface. Accordingly, these surfactants are used as hair and fabric conditioners adding softness or shine to these surfaces when attached. Cationic surfactants, with shorter hydrophobic tails, often demonstrate biocidal properties and are used as the active ingredient in many disinfectant and sanitizer products.
Nonionic surfactants include alcohol alkoxylates, alkylphenol ethoxylates, ethylene oxide propylene oxide block co-polymers, fatty acid amides, fatty acid esters, and alkyl glucosides. In general, nonionic surfactants are good degreasers and create medium to low foaming products. Nonionic surfactants can be used in various applications where high foam is not desirable or in automatic dishwashing where foam is a detriment to good cleaning. They can be used in combination with any other surfactant types (both cationic and anionic), since nonionic surfactants do not have a charge to react with the charge of another surfactant type. Combining surfactant types can result in increased cleaning performance.
Amphoteric surfactants, often called zwitterionic surfactants, tend to form stable foam and, as such, are often included as a co-surfactant in products where a stable foam is desired. A amphoteric substance can be anionic or cationic depending on the pH. Under acidic conditions, these becomes cationic and at alkaline pHs they become anionic in nature. At a neutral pH near 7, amphoteric surfactants are relatively mild towards skin, hence they commonly used in personal care products such as shampoos and body wash products. Commonly used amphoteric surfactants include betaines, amphoacetates, amphopropionates, and amine oxides.
While the nature of the polar head group is highly variable and determines many of the overall characteristics of the surfactant, it is the balance between the head group and the hydrophobic tail group that gives surfactants their surface activity. Hydrophobic tail groups fall into three broad categories: linear alkyl chains, aryl ring structures (often with linear alkyl chains attached), and propylene oxide oligimers. The larger the hydrophobic group, the less water soluble the surfactant and the higher the viscosity of the solution. The reduced water solubility leads to a lower critical micelle concentration and more efficient surface tension reduction.
Surfactant structures with short chain hydrophobes, for example xylene sulfonate and cumene sulfonate, have very little surfactant character. Despite this, these materials are very useful as aids in solubilizing surfactants with relatively poor water solubility. These materials are called hydrotropes.
For a more detailed discussion of surfactants, their structures and their properties we refer the interested reader to the Surfactant Science Series of text books published by Marcel Dekker Inc. This series of textbooks contains over 70 volumes discussing all aspects of surfactant science.
Hard chelants example EDTA (ethylenediamine tetra acetic acid) and NTA (Nitrilo triacetic acid) form very stable complexes with a 1:1 stoichiometry. That is to say that one EDTA molecule reacts with a single metal ion.
Soft chelants like polymers of acrylic and maleic acid form less stable complexes and function by preventing crystal growth rather than by true chelation.
Both calcium and magnesium ions form very stable insoluble precipitates with carbonate ion. Bicarbonate is ubiquitous in surface waters and is deprotonated by high pH cleaners to give carbonate. Insoluble precipitates are difficult to remove without the use of an acidic cleaner. These difficult to remove deposits are called hard water scale, and thus water containing calcium and magnesium ions is referred to as hard water. There are two common methods to deal with hard water. The first is to use softened water. Softened water has the calcium and magnesium ions removed. This is often accomplished by use of a water softener which exchanges sodium ions for the calcium and magnesium ions in solution. The second method is to use chelants in the cleaning product formulation. Chelating the calcium and magnesium ions in solution effectively prevents the formation of these deposits.
Calcium and magnesium ions also form insoluble precipitates with many anionic surfactants, most notably fatty acid carboxylates (soap). The formation of calcium soap complexes is so efficient that the concentration of free surfactant available for cleaning is reduced to effectively zero until all the calcium has been removed from solution either by chelation or by forming the insoluble soap adduct. Without the chelant present in a cleaning product more surfactant would be necessary to ensure that an effective concentration of free surfactant was available for cleaning. In other words, the consumer would have to use more of the cleaning product to obtain a desired result. Further, the insoluble calcium soap adduct would precipitate from solution onto the surface to be cleaned leading to a dingy appearance and a stiff feel on the washed fabric. Thus, chelants used for these purposes are sometimes referred to as “builders” as they help build upon the performance of the surfactant.
In addition to softening the water of the cleaning solution, chelants are also effective in helping to remove some stains, especially those that have a high metal ion concentration. Stains have a complex and varied molecular structure that often include metal ions cross linking and stabilizing the stain structure. Chelants present in the cleaning solution will bind with these various metal ions helping to remove them from the stain and thereby weakening the stain structure to facilitate its removal.
Beyond calcium and magnesium, chelants bind with all polyvalent metal ions in solution. Iron and manganese, although less prevalent, can also lead to significant cleaning problems including the formation of insoluble precipitates such as iron oxide, rust, and manganese dioxide. Therefore, specialty cleaners are often formulated with highly efficient iron chelators to bind with these ions, again eliminating the problems they might otherwise cause or helping to eliminate rust and iron stains that have already formed.
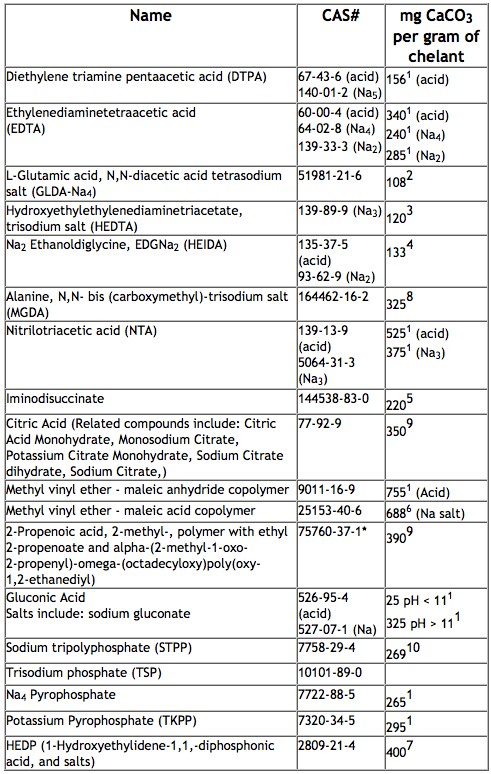
The table below shows many examples of chelating agents used in formulated products and their theoretical capacity to bind with or sequester calcium from water to improve cleaning performance:
Resources:
1. Synthetic Detergents Seventh Edition, AS Davidsohn & B Milwidsky, Longman Scientific & Technical, 1987
2. Akzo Nobel Dissolvine GL brochure, March 2004.
3. Dow Versenol 120 Chelating Technical Datasheet, June 2002.
4. Dow Versene HEIDA Chelating Agent Technical Datasheet. Form No. 113-01355-04-07.
5. Bayer Baypure CX-100 Edition 2001-11
6. ISP Unpublished data.
7. http://www.kelien.com/products/HEDP_2809-21-4.htm
8. BASF Trilon Types Chelating Agent, June 2008
9. United States Patent 3904685
10. JAOCS 60 (3): 618-622, March 1983
In addition to these obvious problems, microbes growing in a cleaning product must be eating something and that “something” is almost certainly the organic materials such as surfactants, chelants, hydrotropes, polymers, solvents, etc. which were intentionally added to the product. If the microbes eat these materials, then the materials are not available to function as intended. This leads to loss of cleaning ability, loss of formulation homogeneity, loss of formulation viscosity, the creation of off-odors, and/or bulging containers due to off-gassing. The byproducts of microbial metabolic activity may alter the solution pH leading to the problems listed, even if there is some other food source the microbes are consuming. Furthermore, these byproducts may themselves be toxic to humans and animals.
Given these potential problems, microbial contamination of cleaning products is something which must be avoided.
The question may be asked, can we make cleaning products which are free of microbes? Unfortunately, microbes are found everywhere, including in the synthetic and natural materials which are used to make many of the components of cleaning products. So, if we cannot make cleaning products which are free of microbes, we must include something in the cleaning product to protect the desirable components from the microbes which are present. That something is commonly referred to as a “preservative”.
Preservatives generally function by preventing the growth of microbes. These materials may not directly kill the microbes the way that a disinfectant or sanitizer does, regardless the microbes do not grow and reproduce. Preservatives, therefore, keep the cleaning product essentially free of microbes. It must be stressed, that preservatives are not disinfectants or sanitizers which are products designed to kill microbes on surfaces. Preservatives are designed only to prevent microbial growth in the undiluted cleaning product. As soon as a concentrated cleaning product is diluted to use strength, the preservative efficacy is reduced to essentially zero and any microbes present are free to start growing. This is why diluted cleaning products must be used or discarded generally within 24 hours of being diluted.
No single preservative will work against all microbes in all product types. The pH of the solution is one of the biggest factors to be considered when selecting the preferred preservative. For example, organic acids such as lactic acid are very efficient preservatives in solutions with pH below the acid’s pKa value. At pH greater than the pKa value the acid is largely deprotonated and completely ineffective as a preservative.
Figure 1 shows the pH range at which various types of microorganisms can live. It should be noted that microorganisms can become acclimated to the environment in a chemical plant and these organisms can survive in even broader pH ranges, perhaps by 0.5 to as much as 1.5 pH units higher and lower than non-acclimated organisms. Figure 1 also shows the typical pH of many cleaning products. Not surprisingly this shows that many cleaning products have a pH suitable for microbial growth.
Figure 1: pH necessary for microbe survival and common cleaning product pH values
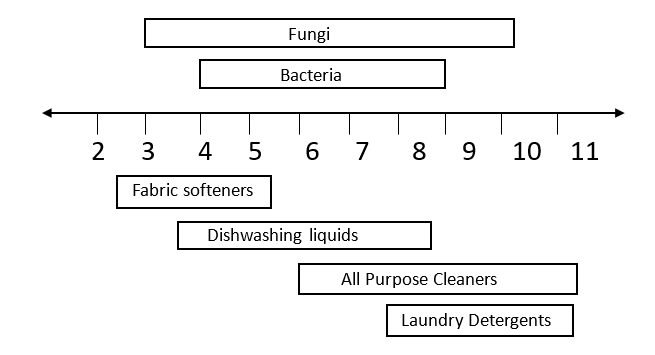
Table 1 shows the pH range at which the common preservative materials are microbiologically active and the types of microorganisms they are active against.
Table 1: Effective pH range for common preservatives
| preservative | effective against | pH range for efficacy |
| methylparaben / propylparaben | bacteria / fungi | 3 – 8 |
| glutaraldehyde | bacteria / fungi | 3 – 9 |
| IPBC (iodopropynylbutylcarbamate) | fungi | 4 – 10 |
| CTAC (chloroallyl-triaza azoniaadamantane chloride) | bacteria | 2 – 12 |
| DMDMH (dimethylol dimethyl hydantoin) | bacteria | 3 – 10 |
| DMO (dimethyl oxazolidine) | bacteria | 7 – 11 |
| BIT (benzoisothiazolinone) | bacteria | 2 – 12 |
| CMIT / MIT (chloromethylisothiazolinone / methylisothiazolinone) | bacteria / fungi | 2 – 8 |
| MIT (methylisothiazoline) | bacteria | 2 – 12 |
| OIT (octylisothiazolinone) | fungi | 2 – 10 |
| BNPD (bromonitropropane-1,3 diol) | bacteria | 3 – 9 |
To be approved for use as a preservative in cleaning products, a material must be registered with the US EPA (or with the corresponding regulatory authority in the country where it will be used). The EPA sets strict performance requirements and limits on the concentration of preservatives in cleaning products to ensure that the preservative is effective and does not constitute an unnecessary hazard to potential users of the cleaning product. The EPA process for approving preservatives is extensive and highly resource (both human and fiscal) exhaustive. The process includes data generation at the manufacturer, data submission from the manufacturer to EPA, data review by EPA, and the EPA final decision. All EPA-approved preservatives are re-assessed every 15-years.